Модерна нова енергетска возила постепено напорно раде у процесу дизајна, од којих је мрежа за аутомобил, традиционални метални аутоматска мрежа, а захтеви за прераду сувише су превисоки, тако да је прерађен мрежица релативно велика, а размак је да је размак смањујућа брзина прераде, брза брзина, што је месх више пробати. Високи трошкови калупа чини много произвођача прерађивача да сачекају да шљива угаси своју жеђ.
Тхепроцес јеткањаУсваја поступак прераде течности хемијске јетње, што може комбиновати предности жигосања и ласера и обрадити ултра танки материјал са јединственом мрежом, без бура, без зида са вертикалном рупом. Сложени облик производа за аутомобилски рог нето се такође може закинути без додатних трошкова, глатке и уједначене без бура, а равност се одржава испод 0,02.
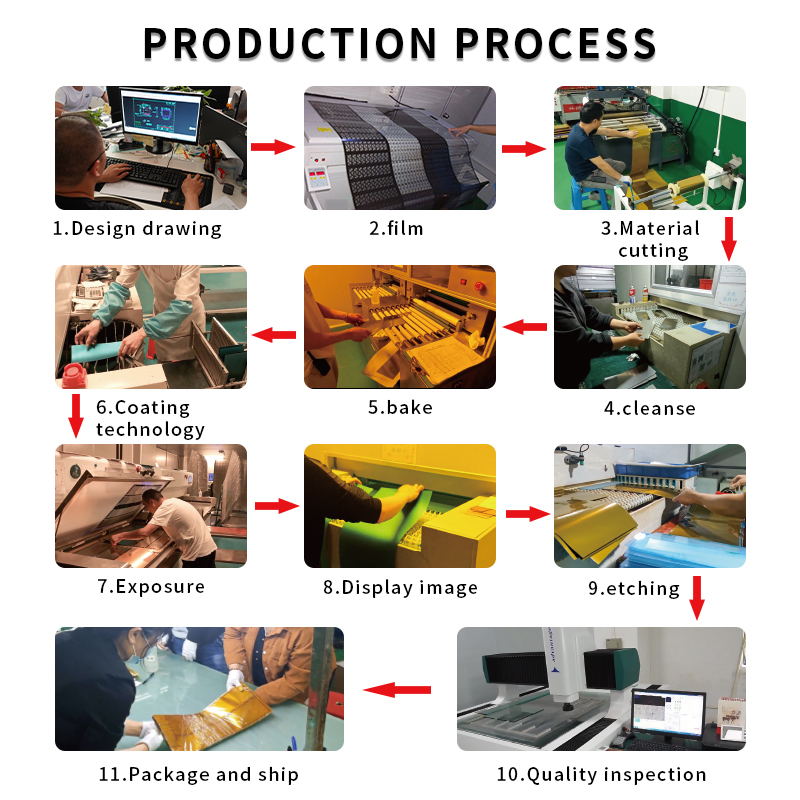
Први корак за одређивање материјала, нехрђајући челик је један од уобичајених коришћених материјала, због добре отпорности и снаге корозије и снаге, погодно за производњу поклопца аутомобила за аутомобил. Приликом прављења мрежног поклопца аутомобила, метална супстрат треба прво да се темељно очисти да уклони нафту и нечистоће на површини и обезбеди квалитет накнадног процеса. Следећи корак је наношење фотосензитивне мастила, након што се супстрат очисти, слој фотосензитивне мастила мора се равномерно нанети на металну површину, која ће очврснути током процеса експозиције да би се формирао заштитни слој. Следећи корак је изложеност, где је дизајнирани филм постављен на обе стране метала обложене фотосензијом, и изложени ултраљубичастом светлошћу, тако да се образац на филму преноси на металну површину. Након излагања, метална плоча је развијена и уклоњена је неуређена фотосензивна мастила, излажући основни метални део и припрема га за јеткање.
Следеће долази хемијска корозија, која користи специфично решење за хемијско исецање за етцх изложени део метала да би се формирао жељени мрежни образац. Овај процес постиже високу прецизност и избегава недостатке ласера или жигосања. Обично се завршава са професионалном струкром и целокупни циклус процеса протицања је око 5 до 7 дана. Коначни процес брушења и прскања: након завршеткаједење, потребно је полирати поклопац мреже како би се уклонио бурри и побољшали квалитет изгледа; Потом се прска да би се побољшала отпорност на корозију и естетику.
Уз напредак науке и технологије, производни процес поклопца звучника развија се у правцу веће прецизности, лакше тежине и бољи изглед.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик